|
|
|
|
|
|
|
|
 |
�@ |
|
|
|
|
|
 |
|
|
|
|
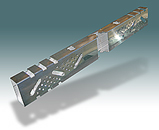
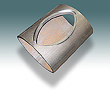
�����b�g�@ ���G�`��̍��R���ޗ� ���R���͍|�̐������H�p�C�v�͎����ԎY�Ƃɂ����ăh�A�̓����̑��ʏՓ˕ی�Ɏg�p����Ă���A�p�C�v�̗��[�ʂ̕��G�`��́A�]���H�@�̍H��Ղ��Ȃ��A�X�N���b�v���������Ȃ������ؒf�������ɉ\�ł��B |
|||
|
|
|||||||||||||
 |
�@ |
|
|
|
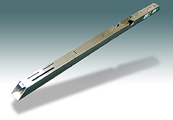
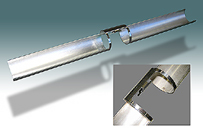
�����b�g�A ���[�U���H�ɂ��y�ʉ� ���]�Ԃ̃t���[���Ɏg�p����鍂�R���͔����p�C�v�̓X���[�u�Ƃ낤�t�����邩�A�܂��݂͌��̃p�C�v���m��n�ڂ��y�ʉ����\�Ƃ��܂����A���̃p�C�v�[�ʂ̐������H�����[�U�Ȃ�1��ōς݁A �H���팸���\�ł��B |
||||||||
|
|
|||||||||||||
 |
�@ |
|
|
|
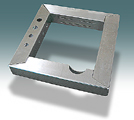
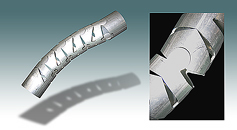
�����b�g�B ���푽�l�ȃ��[�N�ނ��R���g���[�� ���a�A�����A���p�^�[����[�����قȂ�p�C�v���炩�瑢����g���[�j���O�ݔ��́A�c�[���̐���������Ȃ����Ƃ��K�v�ł��B���[�U�͊ȒP�Ƀv���O���~���O�ł��A���܂��܂Ȕ����i���玩���I�Ƀp�[�c�����H�ł��܂��B |
||||||||
|
|
|||||||||||||
 |
�@ |
|
|
|
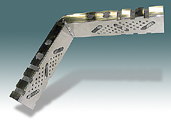
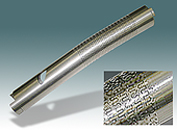
�����b�g�C �V�����f�U�C���𐄐i �p�C�v�����[�U�ʼn��H���邱�ƂŐؒf�ӏ������R�ɍ�邱�Ƃ��ł��܂��B�����̃I�t�B�X���i�ɁA�p�C�v���g�p����Ă���̂͂��̂��߂ł��B���[�U�ʼn��H����A�V�����f�U�C�����^�C�����[�ɁA���t���L�V�u���ɊJ���ł��܂��B |
||||||||
|







|
|
�}�V�� | �@ |
|
���H�͈� | |||
| �@ | �@ | �@ | �@ | X���i���[���[���t�B�[�h�X�e�[�V�����̐����ړ����j | �@ | 6500 | mm |
| �@ | �@ | �@ | �@ | Y���i�J�b�e�B���O�w�b�h�̐����ړ����j | �@ | 200 | mm |
| �@ | �@ | �@ | �@ | Z���i�J�b�e�B���O�w�b�h�̐����ړ����j | �@ | 150 | mm |
| �@ | �@ | �@ |
|
�ő呬�x | �@ | �@ | �@ |
| �@ | �@ | �@ | �@ | X���i���[���[���t�B�[�h�X�e�[�V�����̐����ړ����j | �@ | 100 | m/min |
| �@ | �@ | �@ | �@ | Y���i�J�b�e�B���O�w�b�h�̐����ړ����j | �@ | 40 | m/min |
| �@ | �@ | �@ | �@ | Z���i�J�b�e�B���O�w�b�h�̐����ړ����j | �@ | 40 | m/min |
| �@ | �@ | �@ | �@ | A���iX�����̉�]���j | �@ | 120 | rpm |
|
|
|||||||
|
|
���[�N�� | �@ |
|
���x | �@ | �@ | �@ |
| �@ | �@ | �@ | �@ | �ŏ��v���O�����P�� | �@ | 0.01 | mm/0.001�K |
| �@ | �@ | �@ | �@ | �ʒu���ߐ��x | �@ | �}0.2 | mm/0.015�K |
| �@ | �@ | �@ | �@ | ����Ԃ����x | �@ | �}0.06 | mm/0.005�K |
| �@ | �@ | �@ |
|
���[�N�ނ̐��@ | �@ | �@ | �@ |
| �@ | �@ | �@ | �@ | �ő�f�ޒ��� | �@ | 6500 | mm |
| �@ | �@ | �@ | �@ | �ŏ��f�ޒ���(�������[�f�B���O) | �@ | 3000 | mm |
| �@ | �@ | �@ | �@ | �ő�f�ތa | �@ | 150 | mm |
| �@ | �@ | �@ | �@ | �ŏ��f�ތa | �@ | 20 | mm |
| �@ | �@ | �@ | �@ | �ő���� | �@ | 6.4 | mm |
| �@ | �@ | �@ | �@ | �ő���H�ς݃p�[�c���� | �@ | 6000 | mm |
|
|
|||||||
|
|
�d�� | �@ |
|
���[�N�ޏd�� | �@ | �@ | �@ |
| �@ | �@ | �@ | �@ | �ő�p�C�v�d�� | �@ | 20 | kg/m |
| �@ | �@ | �@ | �@ | �ő�p�C�v�X�^�b�N�X�y�[�X�d�� | �@ | 4000 | kg |
|
|
|||||||
|
|
���[�U�o�� | �@ | �@ | �g�����v�����g��N��TLF�@CO2���[�U | �@ | 3200 | W |
|
|
|||||||